¿Cuándo usar cada uno?
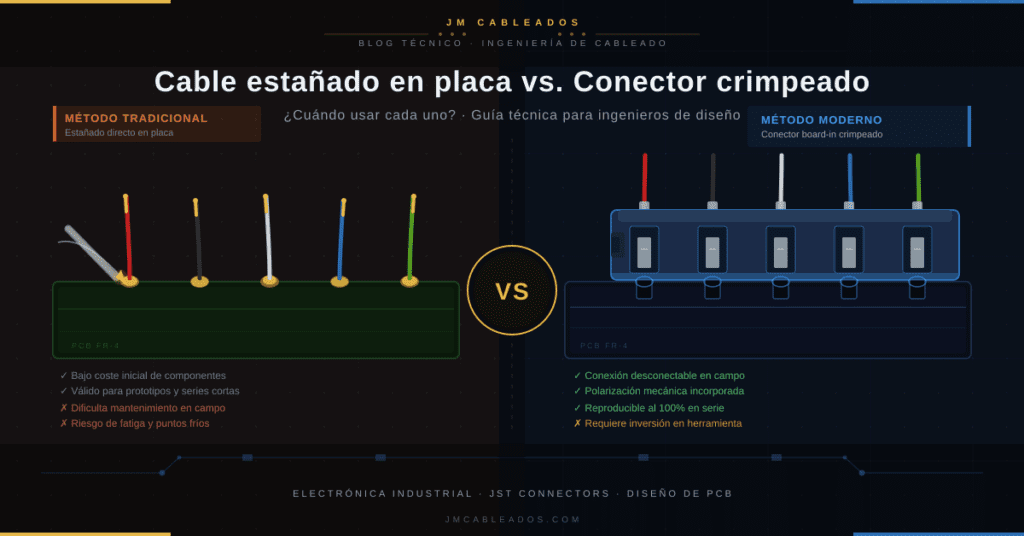
En el diseño de un arnés o mazo de cables a medida, una de las decisiones más habituales —y más infravaloradas— es cómo terminar los extremos que van a la placa. Estañar el cable directamente o usar un conector crimpado son dos mundos distintos en productividad, fiabilidad y coste a largo plazo.
¿De qué hablamos exactamente?
Cuando hablamos de cable estañado en placa, nos referimos a la técnica tradicional de soldar el extremo del conductor directamente al pad de la PCB. Es la solución más antigua, presente en prototipos, reparaciones y productos de bajo volumen desde los años 60.
En el otro lado están los conectores board-in crimpados: el conductor se termina con un terminal mediante crimpado, y ese terminal se inserta en una carcasa de plástico que se ancla mecánicamente a la placa. Fabricantes como JST han desarrollado series completas para esto: SDN, SCN, SJN, SZN, SAN y los terminales individuales SIN, entre otros.
| Nota de diseño: En JM Cableados trabajamos habitualmente con conectores JST de paso reducido (1,25 mm a 5,08 mm) para cableados en sectores como electrónica industrial, automoción y equipos médicos, donde la densidad de montaje y la fiabilidad de la conexión son críticas. |
El contraste directo
| MÉTODO TRADICIONAL Estañado directo sobre placa | MÉTODO MODERNO Conector board-in crimpeado |
| ✓ Coste inicial mínimo (sin componentes adicionales) ✓ Válido para prototipos y series muy cortas ✓ Sin limitación de pitch ni forma ✗ Conexión permanente: dificulta el mantenimiento ✗ Estaño penetra en el hilo → reduce flexibilidad y vida a fatiga ✗ Mayor tiempo de ensamblaje en serie ✗ Riesgo de puentes de soldadura y puntos fríos ✗ No permite intercambiabilidad de módulos | ✓ Conexión desconectable: mantenimiento y sustitución fáciles ✓ Crimpado garantiza zona de transición flexible ✓ Polarización incorporada: evita inversión de polaridad ✓ Reproducibilidad total en producción en serie ✓ Cumple RoHS/UL sin soldadura de plomo ✗ Requiere inversión en herramienta de crimpado ✗ El pitch del conector condiciona el diseño de la PCB ✗ Stocks de terminales y carcasas adicionales |
El papel del terminal SIN: el punto medio
Existe una solución intermedia que muchos ingenieros de compras desconocen: el terminal SIN de JST. Este terminal se crimpa al cable, se inserta en el taladro de la PCB y entonces se suelda. La diferencia clave respecto al estañado directo es que el estaño no penetra en el conductor, ya que la zona de crimpado actúa como barrera física.
El resultado es una conexión permanente —ideal para jumper wires y circuitos externos— con mejor soldabilidad que el estañado tradicional y sin sacrificar la flexibilidad del cable en la zona de trabajo. Disponible para rangos de hilo desde AWG #30 hasta AWG #10, cubriendo prácticamente todo el espectro de cableado industrial.
| Dato técnico: El terminal SIN-01T-1.8N incorpora un diseño especial de punta reducida que disminuye la fuerza de inserción en la placa, mejorando la ergonomía en ensamblajes de alto volumen. |
Familias JST board-in más usadas en cableados industriales
| SDN Paso 3,96 mm · Potencia/señal | |
| Corriente | 7 A (AWG18) |
| Tensión | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Hilo | AWG 22–18 |
| Circuitos | 2–12 |
| SCN Paso 2,5 mm · Alta densidad | |
| Corriente | 3 A (AWG22) |
| Tensión | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Hilo | AWG 28–22 |
| Circuitos | 2–16 |
| SAN Paso 2,0 mm · Compacto | |
| Corriente | 2 A (AWG24) |
| Tensión | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Hilo | AWG 30–24 |
| Circuitos | 2–15 |
| SJN Paso 2,0 mm · Side-entry | |
| Corriente | 3 A (AWG22) |
| Tensión | 250 V AC/DC |
| Altura mont. | 2,8 mm |
| Hilo | AWG 28–22 |
| Circuitos | 2–11 |
| SZN Paso 1,5 mm · Miniatura | |
| Corriente | 0,7 A (AWG26) |
| Tensión | 50 V AC/DC |
| Altura mont. | 4,25 mm |
| Hilo | AWG 30–26 |
| Circuitos | 2–13 |
| SIN Terminal individual · PCB directo | |
| Corriente | Según hilo |
| Temp. | −25 / +85 °C |
| Hilo | AWG 30–10 |
| Tipo | Crimp + soldad. |
| Normas | UL / CSA |
¿Cuándo elegir cada solución?
No existe una respuesta única. La elección depende del volumen de producción, las necesidades de mantenimiento en campo y los requerimientos eléctricos. Esta tabla resume los criterios más habituales:
| Escenario | Estañado directo | Terminal SIN | Conector board-in |
| Prototipo / 1 unidad | Óptimo | Válido | Excesivo |
| Serie corta (10–500 u.) | Aceptable | Recomendado | Recomendado |
| Serie larga (>500 u.) | No recomendado | Posible | Óptimo |
| Equipo con mant. en campo | Evitar | Evitar | Óptimo |
| Conexión permanente y sellada | Válido | Óptimo | Con precinto |
| Entorno de vibración alta | Riesgo fatiga | Aceptable | Con lances |
| Alta corriente (>5 A) | Cuidado puentes | Depende AWG | SDN (7A) |
Lo que no se ve: el coste real del estañado en serie
Muchos departamentos de compras eligen el estañado directo porque el coste unitario parece menor: no hay terminal, no hay carcasa. Es una trampa clásica del análisis de costes parcial.
| 3× más tiempo de ciclo en ensamblaje manual vs. crimpado | ~8% tasa de defectos habitual en soldadura manual (IPC-A-620 clase 2) | 0 posibilidad de sustituir un módulo en campo sin retrabajo |
El crimpado automático con aplicador garantiza una geometría de crimpado constante, auditable mediante sección transversal, y repetible al 100% independientemente del operario. Eso se traduce directamente en menos rechazos, menos retrabajo y cero reclamaciones por fatiga del conductor.
| Reflexión de taller: En JM Cableados, cuando un cliente nos llega con un diseño que especifica estañado directo para series superiores a 200 unidades, siempre analizamos conjuntamente si un conector board-in puede absorber ese coste adicional de componente con ahorro en ensamblaje y garantías de campo. En la mayoría de los casos, la respuesta es sí. |
Consideraciones de polarización y errores de montaje
Uno de los argumentos más sólidos a favor del conector crimpado es la polarización mecánica incorporada. Las series SDN, SCN y SAN incluyen un «polarizing boss» —una protuberancia asimétrica en la carcasa— que hace físicamente imposible invertir la conexión.
En cambio, un cable estañado directamente no tiene ninguna protección contra la inversión de polaridad o la conexión en el pad incorrecto, un error que puede destruir componentes SMD en microsegundos. Para equipos médicos o de seguridad funcional, esto no es un detalle menor: es un requisito de diseño.
Conclusión: elige según el ciclo de vida del producto
La elección entre estañado y conector crimpado no es una cuestión de preferencia técnica: es una decisión de ingeniería de ciclo de vida. El estañado directo es rápido y barato para un prototipo; el conector board-in es la solución profesional para cualquier producto que vaya a fabricarse en serie, a mantenerse en campo o a someterse a vibración y temperatura cíclica.
Los terminales SIN ocupan ese espacio intermedio: conexión permanente con la fiabilidad mecánica del crimpado. Conocer cuándo usar cada uno marca la diferencia entre un cableado que dura y uno que genera reclamaciones.