Quand utiliser l’un ou l’autre ?
Dans la conception d’un harnais ou d’un faisceau de câbles sur mesure, l’une des décisions les plus courantes —et les plus sous-estimées— est de savoir comment terminer les extrémités qui vont à la carte. Étamer directement le câble ou utiliser un connecteur serti sont deux mondes radicalement différents en termes de productivité, de fiabilité et de coût à long terme.
De quoi parle-t-on exactement ?
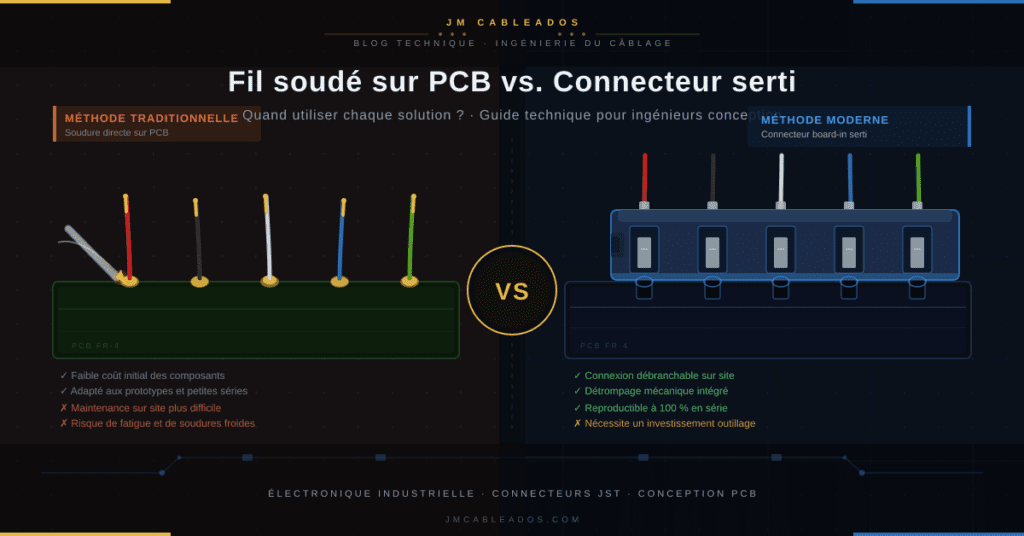
Lorsque l’on parle de câble étamé sur circuit imprimé, on fait référence à la technique traditionnelle qui consiste à souder l’extrémité du conducteur directement sur le pad du PCB. C’est la solution la plus ancienne, utilisée dans les prototypes, les réparations et les produits à faible volume depuis les années 60.
De l’autre côté se trouvent les connecteurs board-in sertiés : le conducteur est terminé par un terminal via sertissage, lequel est inséré dans un boîtier plastique qui s’ancre mécaniquement sur la carte. Des fabricants comme JST ont développé des séries complètes à cet effet : SDN, SCN, SJN, SZN, SAN et les terminaux individuels SIN, entre autres.
| Note de conception : Chez JM Cableados, nous travaillons régulièrement avec des connecteurs JST à pas réduit (1,5 mm à 3,96 mm) pour des câblages dans des secteurs tels que l’électronique industrielle, l’automobile et les équipements médicaux, où la densité de montage et la fiabilité de la connexion sont primordiales. |
La comparaison directe
| MÉTHODE TRADITIONNELLE Soudure directe sur circuit imprimé | MÉTHODE MODERNE Connecteur board-in serti |
| ✓ Coût initial minimal (aucun composant supplémentaire) ✓ Adapté aux prototypes et petites séries ✓ Aucune contrainte de pas ni de forme ✗ Connexion permanente : maintenance difficile ✗ L’étain pénètre dans le fil → réduit la flexibilité et la durée de vie en fatigue ✗ Temps d’assemblage plus long en série ✗ Risque de ponts de soudure et de joints froids ✗ Pas d’interchangeabilité des modules | ✓ Déconnexion facile : maintenance et remplacement aisés ✓ Le sertissage garantit une zone de transition flexible ✓ Polarisation intégrée : évite l’inversion de polarité ✓ Reproductibilité totale en production en série ✓ Conforme RoHS/UL sans soudure au plomb ✗ Investissement nécessaire en outillage de sertissage ✗ Le pas du connecteur conditionne la conception du PCB ✗ Stocks de terminaux et boîtiers supplémentaires |
Le terminal SIN : la solution intermédiaire
Il existe une solution intermédiaire que beaucoup d’ingénieurs achats ne connaissent pas : le terminal SIN de JST. Ce terminal est serti sur le câble, inséré dans le trou du PCB, puis soudé. La différence essentielle avec l’étamage direct est que la soudure ne pénètre pas dans le conducteur, car la zone de sertissage agit comme barrière physique.
Le résultat est une connexion permanente —idéale pour les fils de liaison et les circuits externes— avec une meilleure soudabilité que l’étamage traditionnel, sans sacrifier la flexibilité du câble dans la zone de travail. Disponible pour des sections de fil allant de AWG #30 à AWG #10, couvrant pratiquement tout le spectre du câblage industriel.
| Donnée technique : Le terminal SIN-01T-1.8N incorpore une conception spéciale à pointe réduite qui diminue la force d’insertion dans le PCB, améliorant l’ergonomie pour les assemblages en grande série. |
Familles JST board-in les plus utilisées en câblage industriel
| SDN 3.96 mm pitch · Power/signal | |
| Current rating | 7 A (AWG18) |
| Courant | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Wire | AWG 22–18 |
| Circuits | 2–12 |
| SCN 2.5 mm pitch · High density | |
| Current rating | 3 A (AWG22) |
| Courant | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Wire | AWG 28–22 |
| Circuits | 2–16 |
| SAN 2.0 mm pitch · Compact | |
| Current rating | 2 A (AWG24) |
| Courant | 250 V AC/DC |
| Temp. | −25 / +85 °C |
| Wire | AWG 30–24 |
| Circuits | 2–15 |
| SJN 2.0 mm pitch · Side-entry | |
| Current rating | 3 A (AWG22) |
| Courant | 250 V AC/DC |
| Hauteur mont. | 2,8 mm |
| Wire | AWG 28–22 |
| Circuits | 2–11 |
| SZN 1.5 mm pitch · Miniature | |
| Current rating | 0,7 A (AWG26) |
| Courant | 50 V AC/DC |
| Hauteur mont. | 4,25 mm |
| Wire | AWG 30–26 |
| Circuits | 2–13 |
| SIN Single terminal · Direct PCB | |
| Current rating | Fil |
| Temp. | −25 / +85 °C |
| Wire | AWG 30–10 |
| Type | Sertissage + soud. |
| Normes | UL / CSA |
Quand choisir chaque solution ?
Il n’existe pas de réponse unique. Le choix dépend du volume de production, des besoins de maintenance sur le terrain et des exigences électriques. Ce tableau résume les critères les plus courants :
| Scénario | Soudure directe | Terminal SIN | Connecteur board-in |
| Prototype / 1 unité | Optimal | Valide | Excessif |
| Petite série (10–500 u.) | Acceptable | Recommandé | Recomendado |
| Grande série (>500 u.) | Déconseillé | Possible | Optimal |
| Équip. avec maint. terrain | À éviter | À éviter | Optimal |
| Connexion permanente scellée | Valide | Optimal | Avec joint |
| Environnement vibratoire élevé | Risque fatigue | Acceptable | Avec lances |
| Courant élevé (>5 A) | Risque ponts | Dépend AWG | SDN (7A) |
Ce que l’on ne voit pas : le coût réel de l’étamage en série
De nombreux départements achats choisissent la soudure directe car le coût unitaire semble inférieur : pas de terminal, pas de boîtier. C’est un piège classique de l’analyse de coûts partielle.
| 3× lplus de temps de cycle en soudure manuelle vs. sertissage | ~8% taux de défauts typique en soudure manuelle (IPC-A-620 classe 2) | 0 possibilité de remplacer un module sur site sans retravail |
Le sertissage automatique avec applicateur garantit une géométrie de sertissage constante, vérifiable par coupe métallographique, et reproductible à 100 % quel que soit l’opérateur. Cela se traduit directement par moins de rebuts, moins de retravail et zéro réclamation pour fatigue du conducteur.
| Réflexion d’atelier : Chez JM Cableados, lorsqu’un client nous arrive avec un design spécifiant une soudure directe pour des séries supérieures à 200 unités, nous analysons toujours ensemble si un connecteur board-in peut absorber ce coût supplémentaire de composant grâce aux économies réalisées à l’assemblage et sur les garanties terrain. Dans la plupart des cas, la réponse est oui. |
Polarisation et prévention des erreurs de montage
L’un des arguments les plus solides en faveur du connecteur serti est la polarisation mécanique intégrée. Les séries SDN, SCN et SAN incluent un « polarizing boss » —une saillie asymétrique sur le boîtier— qui rend physiquement impossible l’inversion de la connexion.
En revanche, un câble soudé directement n’offre aucune protection contre l’inversion de polarité ou la connexion sur le mauvais pad, une erreur qui peut détruire des composants CMS en quelques microsecondes. Pour les équipements médicaux ou de sécurité fonctionnelle, ce n’est pas un détail mineur : c’est une exigence de conception.
Conclusion : choisissez en fonction du cycle de vie de votre produit
Le choix entre soudure et connecteur serti n’est pas une question de préférence technique : c’est une décision d’ingénierie du cycle de vie. La soudure directe est rapide et peu coûteuse pour un prototype ; le connecteur board-in est la solution professionnelle pour tout produit qui sera fabriqué en série, maintenu sur le terrain ou soumis à des vibrations et des cycles thermiques.
Les terminaux SIN occupent cet espace intermédiaire : connexion permanente avec la fiabilité mécanique du sertissage. Savoir quand utiliser chacun fait la différence entre un câblage durable et un câblage générateur de réclamations.